





વક્ર ધાર બેન્ડિંગ મશીન ખૂણા મશીન
એક મશીન, બે કાર્યો

| 1 | મશીન બોડીને ઉચ્ચ-શક્તિવાળા માળખાકીય સ્ટીલ પ્લેટોથી વેલ્ડ કરવામાં આવે છે, જે અસાધારણ મજબૂતાઈ અને સ્થિરતા સુનિશ્ચિત કરે છે; તેની સપાટી પર કાટ-રોધક સારવાર કરવામાં આવે છે અને ત્યારબાદ ઇલેક્ટ્રોસ્ટેટિક છંટકાવ કરવામાં આવે છે. |
| 2 | "જમણી બાજુની ધાર, ડાબી બાજુની ટ્રીમિંગ - કેનાઈ ખાતે સિંગલ-મશીન મોલ્ડિંગ પ્રાપ્ત કરવા" ની વિભાવનાને અગ્રણી બનાવીને, અમે એક એવું મશીન રજૂ કર્યું છે જે બે અલગ-અલગ કાર્યો કરે છે, જેનાથી સમય, પ્રયત્ન અને શ્રમ બચે છે. |
| 3 | સહાયક સ્વચાલિત ફીડિંગ: ગોળાકાર, અંડાકાર અને ગોળાકાર-ખૂણાવાળા લંબચોરસ આકાર માટે યોગ્ય. જ્યારે લેમિનેટિંગ વ્હીલની ગતિ ગોઠવવામાં આવે છે, ત્યારે આ ફીડિંગ ગતિ અનુરૂપ બદલવી આવશ્યક છે. મોટા કદના પેનલ્સ માટે મેન્યુઅલ સહાય જરૂરી છે. |
| ૪ | નવી પેઢી: વક્ર ધાર બેન્ડિંગ માટે ગોઠવણ-મુક્ત, ચોકસાઇ સંરેખણ |
| ૫ | તેમાં ઓટોમેટિક એક્સિલરેશન અને ડિલેરેશન છે, જે ખૂણા પર આપમેળે ધીમું થઈ જાય છે જેથી ઓપરેટરો શીટ મટિરિયલને સરળતાથી ફેરવી શકે. |
| 6 | ગ્લુ પોટ કોટિંગ સિસ્ટમ: કોટિંગ યુનિટ 1 — PUR/EVA એડહેસિવ્સને સીધા ફીડ કરવા સક્ષમ; કોટિંગ યુનિટ 2 — સમર્પિત PUR એડહેસિવ મશીન સાથે જોડાય છે (વૈકલ્પિક). |
| ૭ | ડ્યુઅલ-પર્પઝ કાર્યક્ષમતા (PUR/EVA): કોઈપણ સમયે મોડ્સ વચ્ચે સ્વિચ કરવા માટે ટચસ્ક્રીન પર સીધા જ "વન-ટચ ગ્લુ પર્જ" પર ટેપ કરો. |
| 8 | સહાયક ગરમ હવા જાડા એજ બેન્ડિંગ સ્ટ્રીપ્સને નરમ પાડે છે જેથી મજબૂત સંલગ્નતા સુનિશ્ચિત થાય. |
| 9 | લેમિનેટિંગ વ્હીલ, પ્રેશર બાર અને ટ્રીમિંગ એસેમ્બલી પર એડહેસિવ જમા થવાથી બચવા માટે આપમેળે સફાઈ એજન્ટનો છંટકાવ કરે છે. |
| ૧૦ | ફેક્ટરી સેટિંગ: +૧૫°/-૧૫°. બોર્ડ પ્રોફાઇલ્સની વિશાળ વિવિધતા સાથે સુસંગત, એકંદર સુસંગતતામાં વધારો કરે છે. |
| ૧૧ | ધાર કાપવા માટે બોર્ડની જાડાઈ માટે મેન્યુઅલ ગોઠવણની જરૂર નથી, જેનાથી વિવિધ બોર્ડની જાડાઈ (14-70 મીમી) માં ઝડપથી અનુકૂલન શક્ય બને છે. |
| ૧૨ | ફોટોઇલેક્ટ્રિક સેન્સર આપમેળે શીટ સામગ્રી શોધી કાઢે છે; જો 5 સેકન્ડ પછી કોઈ શીટ ન મળે, તો પરિભ્રમણ બંધ થઈ જાય છે. |
| ૧૩ | પ્રોફાઇલિંગ ડ્રાઇવ વ્હીલ ટ્રીમિંગ પ્રક્રિયા દરમિયાન વર્કપીસને ફેરવે છે, જે પ્રોફાઇલિંગ વ્હીલની ગતિ સાથે સુમેળમાં આવે છે, જેનાથી સરળ અને વધુ પ્રવાહી ટ્રીમ ફિનિશ સુનિશ્ચિત થાય છે. |
| ૧૪ | એક સાથે ઉપર અને નીચેનું ટ્રિમિંગ: ઉપલા અને નીચલા ટ્રિમિંગ કટર એકસાથે ફરે છે જેથી ઉપર અને નીચેની બંને ધારમાંથી વધારાની ધારની પટ્ટી એકસાથે દૂર થાય (14-70 મીમીની બોર્ડ જાડાઈ માટે યોગ્ય). |
| ૧૫ | ફોલો-અપ એજ સ્ક્રેપિંગ: ટ્રીમિંગ પ્રક્રિયા પૂર્ણ થયા પછી, યુનિટ વધારાની એજ બેન્ડિંગ સામગ્રી અને ગુંદર રેખાઓને ફ્લેટ-સ્ક્રેપ કરે છે (ઉચ્ચ ઉપયોગ કાર્યક્ષમતા માટે ડબલ-બેવલ સ્ક્રેપર બ્લેડ દર્શાવતું). |
| ૧૬ | પીટીએફઇ એર સિલિન્ડરો શીટ મટિરિયલને ઓટોમેટિક સક્શન દ્વારા સુરક્ષિત કરે છે, જેનાથી સ્ક્રેચ પડતા નથી. |
| ૧૭ | કાર્યક્ષમ ધૂળ નિષ્કર્ષણ: 150 મીમી ધૂળ નિષ્કર્ષણ નળી સાથે જોડાયેલા ગાઢ બરછટ કાટમાળને સીધા વેક્યુમ ક્લીનરમાં ખેંચે છે (ટ્રીમિંગ પહેલાં ધૂળ નિષ્કર્ષણ સક્રિય કરો). |
ટેકનિકલ પરિમાણો
| વીજ પુરવઠો | ૩૮૦V ૫૦HZ ૩ ફેઝ |
| હવાનું દબાણ | ૦.૬-૦.૮ એમપીએ |
| એજ બેન્ડિંગ સ્ટ્રીપ પહોળાઈ | ૧૪-૭૦ મીમી |
| ધાર બેન્ડિંગની જાડાઈ પટ્ટી | ૦.૫-૩ મીમી |
| કાપણી માટે પેનલની જાડાઈ | <14mm સિંગલ-સાઇડ ટ્રીમ. 14-70mm ટોપ અને બોટમ ડબલ ટ્રીમ (ટ્રીમિંગ કટર સંબંધિત) |
| આંતરિક ચાપ ત્રિજ્યા | 20 મીમી |
| બાહ્ય ધૂળ સક્શન | ડસ્ટ સક્શન પોર્ટ o150mm |
| એજ બેન્ડના પ્રકારો | પીવીસી, વુડ વેનીયર (કસ્ટમાઇઝેશનની જરૂર છે), પ્લાસ્ટિક, મેલામાઇન, વગેરે. |
| ડિવાઇસનું કદ | ૧૮૭X૧૪૦X૧૫૩ સેમી(L*W*H) |
| વજન | ૫૩૦ કિગ્રા |
| રેટેડ પાવર | ૬.૫ કિલોવોટ |
| ગુંદર ટાંકી ક્ષમતા | ૨૬૦૦ મિલી |
| ગુંદર ટાંકીનું તાપમાન | ૧૧૦°C-૨૧૦°C |
| હોટ મેલ્ટ એડહેસિવનો પ્રકાર | પુર ઇવા |
| એજ બેન્ડિંગ રોટેશન એંગલ | +૧૫° |
| પરિભ્રમણ કોણ ટ્રિમિંગ | +૧૫° |
| એજ બેન્ડિંગ સ્પીડ | ૦-૩૦ સેમી/સેકન્ડ |
| પ્રોફાઇલિંગ ગતિ | ૦-૨૪ સેમી/સેકન્ડ |
| એર ટાંકી ક્ષમતા | 2L |
નોંધ: અમારી કંપની ઉત્પાદન સ્પષ્ટીકરણો અને ડિઝાઇન વિગતો પર સતત સંશોધન અને સુધારો કરી રહી છે. ઉપર સૂચિબદ્ધ સ્પષ્ટીકરણોમાં કોઈપણ ફેરફારના કિસ્સામાં, કૃપા કરીને વાસ્તવિક ઉત્પાદનનો સંદર્ભ લો.
મુખ્ય સ્પષ્ટીકરણો:
| ગુંદર પોટ ક્ષમતા | ૨૬૦૦ મિલી |
| ગરમ ઓગળેલા એડહેસિવના પ્રકારો | પુર/ઈવા |
| એર રીસીવર વોલ્યુમ | 2L |
| ગુંદર પોટ તાપમાન | ૧૧૦℃-૨૧૦℃ |
| માથાના પરિભ્રમણનો ખૂણો | ૧૫° |
| બાહ્ય વેક્યુમ નિષ્કર્ષણ | Φ150 મીમી |
નોંધ: અમારી કંપની ઉત્પાદન સ્પષ્ટીકરણો અને ડિઝાઇન વિગતો પર સતત સંશોધન અને સુધારો કરી રહી છે. ઉપર સૂચિબદ્ધ સ્પષ્ટીકરણોમાં કોઈપણ ફેરફારના કિસ્સામાં, કૃપા કરીને વાસ્તવિક ઉત્પાદનનો સંદર્ભ લો.
સુવિધા ગોઠવણી

નિયંત્રણ સિસ્ટમ
પાવર સ્વીચ
ઇમર્જન્સી સ્ટોપ
મુખ્ય પૃષ્ઠ
લંબાઈ સેટિંગ્સ
પરિમાણ સેટિંગ્સ
ડેટા મોનિટરિંગ
ચાઇનીઝ/અંગ્રેજી ટૉગલ

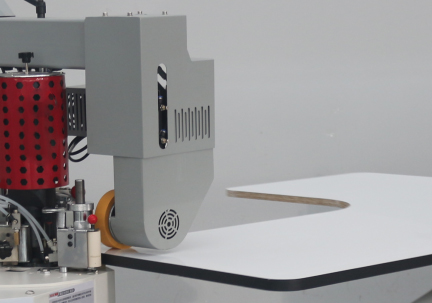
સહાયક સ્વચાલિત ખોરાક
ગોળાકાર, અંડાકાર અને ગોળાકાર-લંબચોરસ આકાર માટે યોગ્ય.
જ્યારે લેમિનેટિંગ વ્હીલની ગતિ ગોઠવવામાં આવે છે, ત્યારે આ ગતિ પણ અનુરૂપ બદલાવવી જોઈએ.
વક્ર પેનલ્સ માટે નેક્સ્ટ-જનરેશન, એડજસ્ટમેન્ટ-મુક્ત, પ્રિસિઝન એજ બેન્ડિંગ
બેન્ડિંગ સ્ટ્રીપની ઉપરની અને નીચેની ધાર બોર્ડની સપાટીથી 1 મીમીથી વધુ વિસ્તરે છે, જે ખાતરી કરે છે કે બોર્ડ ગાઇડ બેરિંગ્સ અને બોન્ડિંગ વ્હીલ સામે મજબૂત રીતે દબાયેલું રહે છે, જ્યારે બોન્ડિંગ વ્હીલ સાથે સુમેળમાં ફીડ ગતિ જાળવી રાખે છે.
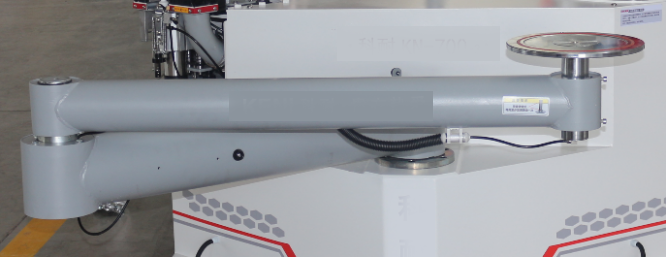
ગોળાકાર બૂમ આર્મ
કુલ લંબાઈ: ૨૨૫૦ મીમી
સક્શન કપ: ૩૦૦ મીમી + ૧૪૦ મીમી
લોડ ક્ષમતા: <100 કિગ્રા
મુખ્ય હાથ: φ165 મીમી
ગૌણ આર્મ: φ114 મીમી
લાગુ શીટ કદ:
ગોળાકાર: ≤ 2.4 મીટર
લંબચોરસ: ≤ ૧.૨ મીટર × ૨.૪ મીટર
L આકારનું: ≤ ૧.૪ મીટર × ૧.૬ મીટર
આંતરિક કાટખૂણા માટે, સહાયક ફીડિંગ મિકેનિઝમ વધારવાની ભલામણ કરવામાં આવે છે.
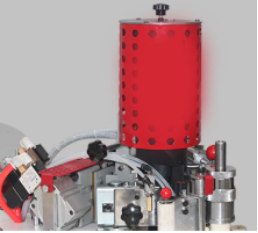
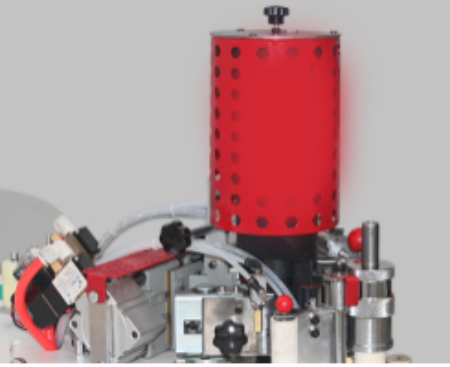
ટોપ-માઉન્ટેડ ગ્લુ પોટ એપ્લિકેશન સિસ્ટમ
ગુંદર પોટ ક્ષમતા: 2600 મિલી
ગુંદર પોટ તાપમાન: 110°C - 210°C
હોટ-મેલ્ટ એડહેસિવ પ્રકાર: PUR / EVA ગ્રાન્યુલ્સ
અરજી પદ્ધતિ: એકતરફી

સહાયક ગરમ હવા
મજબૂત સંલગ્નતા સુનિશ્ચિત કરવા માટે જાડા ધાર બેન્ડિંગને નરમ પાડે છે
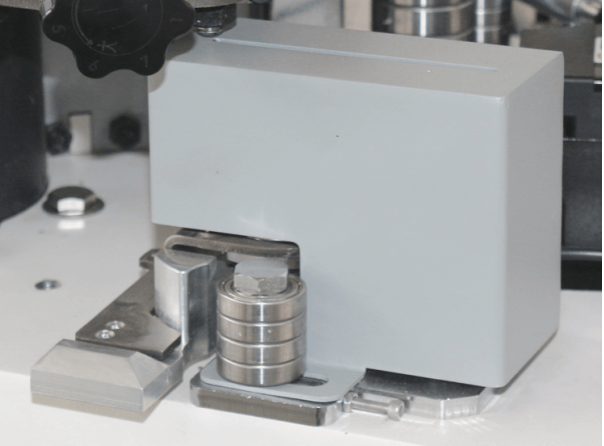
એડજસ્ટેબલ પોઝિશનિંગ
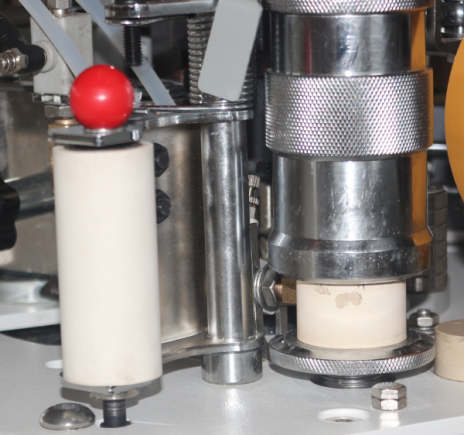
ગૌણ સહાયક પ્રેસિંગ
એજ બેન્ડિંગ સ્ટ્રીપ અને બોર્ડ બોન્ડિંગ મજબૂતાઈ વધારવા માટે બે-તબક્કાની પ્રેસિંગ પ્રક્રિયામાંથી પસાર થાય છે. પહોળાઈ: 14-70 મીમી
આર ≥ 20 મીમી
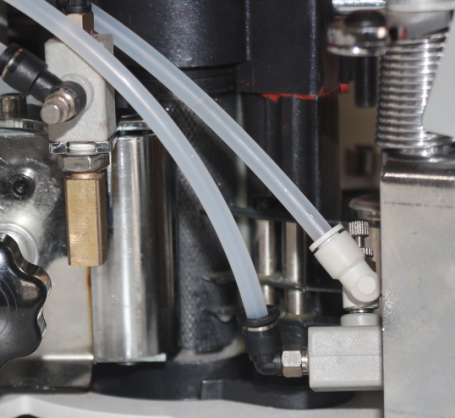
ઓટોમેટિક એડહેસિવ સફાઈ
સફાઈ
લુબ્રિકેશન
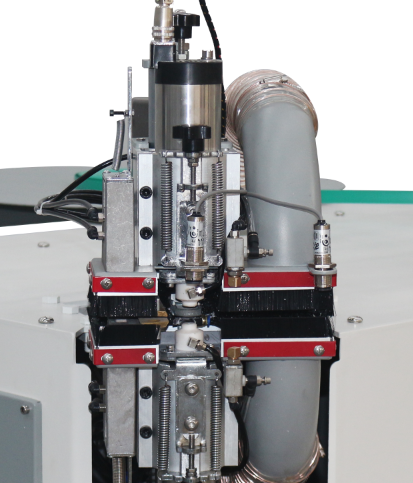
ટ્રિમિંગ એસેમ્બલી
એક સાથે ઉપર અને નીચેનું ટ્રિમિંગ (૧૪-૭૦ મીમી); સિંગલ-સાઇડ ટ્રિમિંગ ≤ ૧૪ મીમી
Ø ફોલોઅર-ટાઇપ ફ્લેટ સ્ક્રેપિંગ
Ø આપોઆપ પ્રવેગ/મંદી
Ø આપોઆપ ગુંદર દૂર કરવું
રોટા ટેબલ ±15°

પાવર્ડ પ્રોફાઇલિંગ
ટ્રિમિંગ પ્રક્રિયા દરમિયાન, પ્રોફાઇલિંગ વ્હીલનું પરિભ્રમણ વર્કપીસને ચલાવે છે, જે સરળ અને વધુ પ્રવાહી ફિનિશ સુનિશ્ચિત કરે છે.

પેકેજિંગ પ્રકાર
અર્ધ-લાકડાના ક્રેટ પેકેજિંગ
નોંધ: અમારી કંપની ઉત્પાદન સ્પષ્ટીકરણો અને ડિઝાઇન વિગતો પર સતત સંશોધન અને સુધારો કરી રહી છે. ઉપર સૂચિબદ્ધ સ્પષ્ટીકરણોમાં કોઈપણ ફેરફારના કિસ્સામાં, કૃપા કરીને વાસ્તવિક ઉત્પાદનનો સંદર્ભ લો.






